Product Overview
Stainless steel CNC machining at Leading Top Union (领拓互联) delivers precision components for demanding environments where corrosion resistance and mechanical strength are non-negotiable. The Suzhou facility operates with 5-axis and multi-tasking CNC lathes capable of holding positional tolerances to ±0.02mm across complex geometries. All standard austenitic grades are machined, including 304, 304L, 316, 316L, 321, and 347, alongside duplex grades 2205, 2507, and S31803, as well as precipitation-hardening grades 17-4PH (630) and 15-5PH (XM-12).
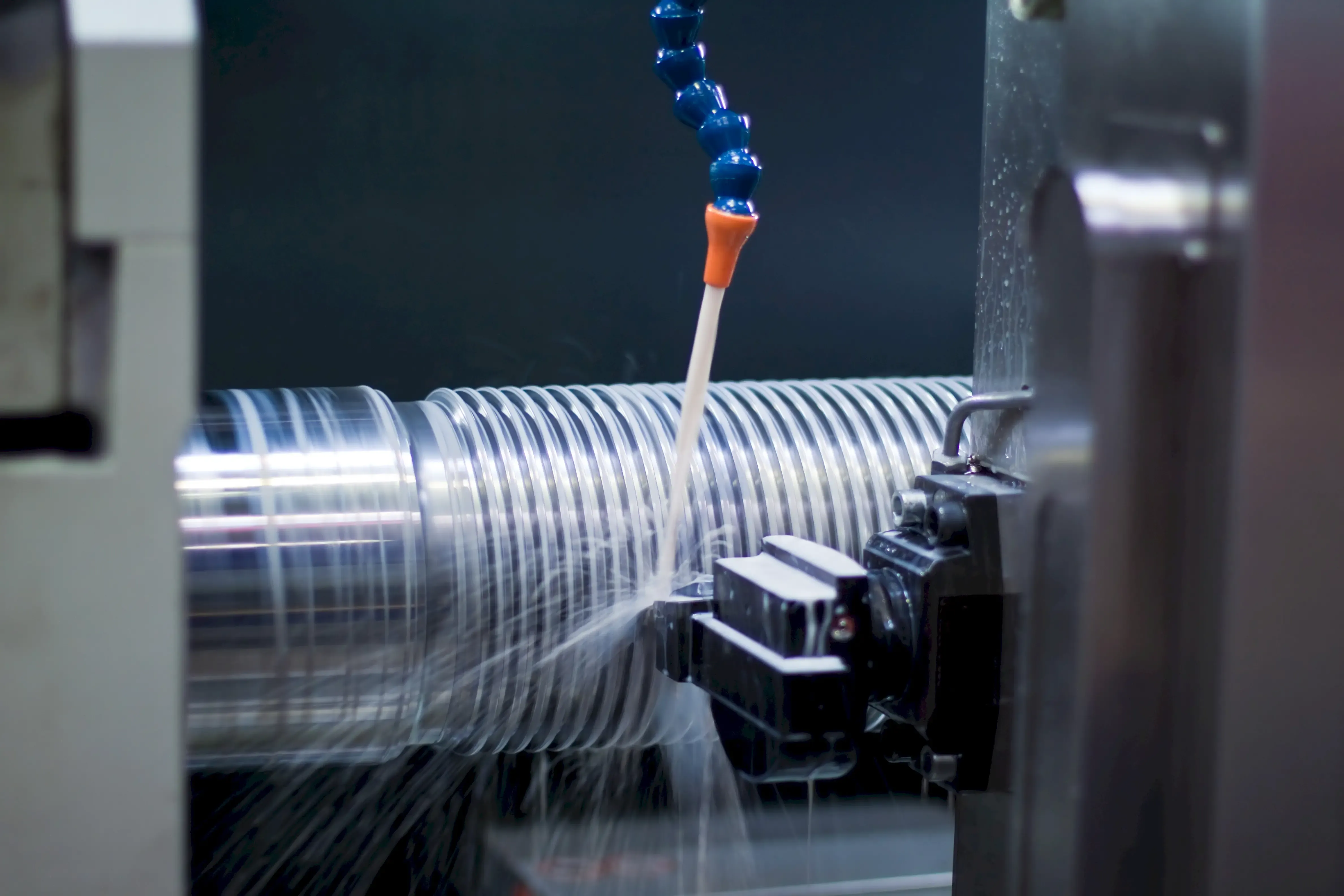
Each material requires distinct cutting parameters to avoid work hardening, particularly in 316L and duplex alloys where optimized feeds and speeds are critical to maintaining surface integrity and tool life. The process engineering team calculates chip loads and spindle speeds per ISO 3685 tool-life testing standards, ensuring consistent material removal rates without inducing excessive heat. For deep cavity machining—common in valve bodies and pump housings—coolant-through tooling delivers 20-40 bar pressure directly to the cutting edge, evacuating chips and stabilizing thermal conditions. This approach prevents work hardening in austenitic grades and maintains dimensional stability in thin-wall sections down to 1.5mm thickness. Surface finish capabilities range from Ra 0.8μm for general industrial use to Ra 0.4μm for food-grade applications, with electropolishing achieving Ra 0.2μm for pharmaceutical and semiconductor components requiring ultra-smooth, non-stick surfaces.
Post-machining treatments include passivation per ASTM A967 (citric acid method) to remove free iron and enhance chromium oxide layer formation, critical for 304L and 316L components in chloride-exposed environments. For assemblies requiring both machining and welding, these operations are integrated under ISO 3834-2 certified processes, performing weld preparation on machined surfaces before TIG or MIG welding to EN 1090-2 EXC3 standards. This combination is essential for complex manifolds, heat exchangers, and pressure-containing components where leak-tight joints and precise port alignment are required. The quality system includes 100% dimensional inspection on critical features using CMM with ISO 10360-2 traceable calibration, with measurement uncertainty maintained below ±0.001mm per CMM verification protocols. For thread forms, full gauging per ASME B1.20.1 for NPT and ISO 228/1 for BSPP is performed using Go/No-Go plug gauges calibrated to NIST-traceable standards, ensuring leak-free sealing in hydraulic and pneumatic circuits. Additionally, for components requiring pressure integrity, hydrostatic testing per ASME B16.5 is conducted at 1.5 times the design pressure, with hold times of 10 minutes minimum to verify no detectable leakage.
Applications & Industries
In oil and gas upstream and midstream operations, stainless steel CNC machined components must withstand sour service conditions per NACE MR0175/ISO 15156. Choke inserts, valve stems, and instrument manifolds are produced from 316L and 17-4PH H1150, with hardness controlled to 28-33 HRC to resist sulfide stress cracking. These parts often feature internal bores with ±0.02mm tolerances and surface finishes of Ra 0.4μm to prevent particle entrapment in high-pressure flow paths. For subsea tree components operating at depths exceeding 3,000 meters, duplex 2507 is machined to DNV-GL standards, with wall thicknesses up to 50mm and thread forms per API 5B requiring full thread gauging with pitch diameter tolerance of ±0.005 inches. For wellhead equipment, material traceability per ASTM A182 is maintained through heat numbers and mill certificates, with Charpy V-notch impact testing at -46°C per ASTM A370 ensuring toughness in arctic service conditions.
The offshore wind energy sector relies on stainless steel machining for hydraulic pitch control systems and yaw drive components. 316L and 2205 duplex parts with diameters ranging from 50mm to 600mm are machined, holding concentricity within 0.05mm for rotating assemblies exposed to salt spray and cyclic loading. These components often require electropolished surfaces to Ra 0.2μm to minimize biofouling and crevice corrosion in splash-zone installations. The capability to combine CNC turning with 5-axis milling enables production of complex blade pitch actuator housings with integrated oil passages, reducing assembly complexity and potential leak paths in nacelle systems rated for 20+ year service life. For gearbox components, spline forms per DIN 5480 are machined with profile tolerance of 0.02mm and surface hardness of 30-35 HRC through controlled work hardening during cutting, eliminating the need for secondary heat treatment in many applications. Fatigue testing per ISO 12107 on sample lots confirms endurance limits exceeding 10^7 cycles under alternating bending loads of 200 MPa, validating design life for offshore installations.
For petrochemical and power generation applications, 321 and 347 stabilized grades are machined for high-temperature service up to 800°C in furnace components and heat exchanger tube sheets. CNC drilling centers produce tube holes with ±0.05mm diameter tolerance and 0.1mm center-to-center spacing accuracy, critical for preventing tube-to-tubesheet joint failures in hydrogen reformers and waste heat boilers. In pharmaceutical and food processing, 316L fittings and valve bodies are manufactured with Ra 0.4μm as-machined finishes, followed by citric acid passivation per ASTM A967 to meet FDA 21 CFR 177.2600 requirements. These parts include tri-clamp connections machined to ASME BPE standards, with surface roughness verified by profilometer on every lot. For cryogenic applications down to -196°C, 304L components are machined with controlled grain size per ASTM E112 (ASTM 7 or finer) to maintain impact toughness, and leak testing per ASTM E493 is performed using helium mass spectrometry with maximum allowable leak rate of 1×10^-9 mbar·L/s. In semiconductor manufacturing, 316L vacuum chamber components are machined with Ra 0.1μm finishes and electropolished to remove 0.005mm surface material, with particle count verified per SEMI F27 standards to ensure less than 10 particles larger than 0.1μm per square centimeter.
Why Choose Leading Top Union for Stainless Steel CNC Machining
Leading Top Union combines ISO 3834-2 welding certification with AWS D1.1 structural welding and EN 1090-2 EXC3 execution classes, enabling delivery of welded assemblies that meet the most stringent European and American standards. The CNC machining center is equipped with 40+ multi-axis machines including DMG MORI and Mazak platforms, providing capacity for parts from 10mm to 2,000mm length with spindle speeds up to 20,000 RPM. For duplex and PH grades, dedicated tooling libraries with carbide inserts coated for high-temperature alloys are maintained, reducing cycle times by 15-25% compared to general-purpose tooling while maintaining ±0.02mm tolerances on critical features. Tool wear monitoring per ISO 8688-2 ensures insert replacement at 0.3mm flank wear, preventing surface degradation and maintaining consistent part quality across production runs of 10,000+ pieces.
The quality management system includes real-time SPC monitoring on critical dimensions, with CMM inspection reports provided per ISO 10012 measurement management requirements. For passivation, a dedicated line operates with citric acid concentration controlled to 4-10% by weight at 49-60°C per ASTM A967, followed by copper sulfate testing to verify free iron removal. Electropolishing is performed in-house using proprietary electrolyte formulations that reduce Ra from 0.4μm to 0.2μm while removing 0.005-0.010mm of surface material to eliminate micro-cracks and embedded contaminants. This dual capability—machining plus surface finishing—reduces supply chain complexity for EPC firms requiring certified components for critical service. For high-integrity applications, ultrasonic inspection per ASTM E213 is performed on machined surfaces to detect subsurface defects down to 0.5mm diameter, with rejection criteria set at any indication exceeding 10% of wall thickness. All inspection equipment is calibrated per ISO 17025 by accredited laboratories, with calibration intervals of 12 months for CMMs and 6 months for hand tools, ensuring traceability to international standards.
Prototype through production volumes are supported with typical lead times of 4-6 weeks for first articles and 2-3 weeks for repeat orders on established programs. The engineering team provides DFM feedback within 48 hours of receiving 3D models, optimizing wall thicknesses, radii, and thread depths for stainless steel machinability. For complex assemblies requiring both machining and welding, FEA-based distortion analysis is performed to predict and compensate for weld shrinkage, ensuring final dimensions meet print tolerances without secondary machining. For high-volume production, automated in-process gauging using Renishaw probing systems adjusts tool offsets in real time, maintaining Cpk values above 1.67 for critical features. Post-machining, parts are cleaned using aqueous ultrasonic systems with deionized water at 60°C and dried in HEPA-filtered air, achieving cleanliness levels per ISO 4406 Class 14/11/8 for hydraulic system components. Contact the technical sales team at sales@leadingtopunion.com or +86-512-xxxx-xxxx to discuss your stainless steel CNC machining requirements with a manufacturer holding ISO 3834-2, EN 1090-2 EXC3, and AWS D1.1 certifications.